If you manufacture luxury rigid boxes for spirits, cosmetics, or electronics, you already know the paradox: the market is growing at over 4.5% CAGR (Smithers, 2023), yet margins feel thinner than the paper wrap on a gift box. Walk through any hard case facility and you’ll hear the same groan — the work is precise, the deadlines brutal, and the headaches unrelenting.
Over the past eighteen months, while auditing production lines across Southeast Asia and Eastern Europe, I noticed that four particular pains surface in almost every plant. They aren’t caused by lazy operators or cheap glue. They’re systemic, and they all share a single root: processes that were designed for short runs but are now being stretched to handle mass orders with zero tolerance for error.
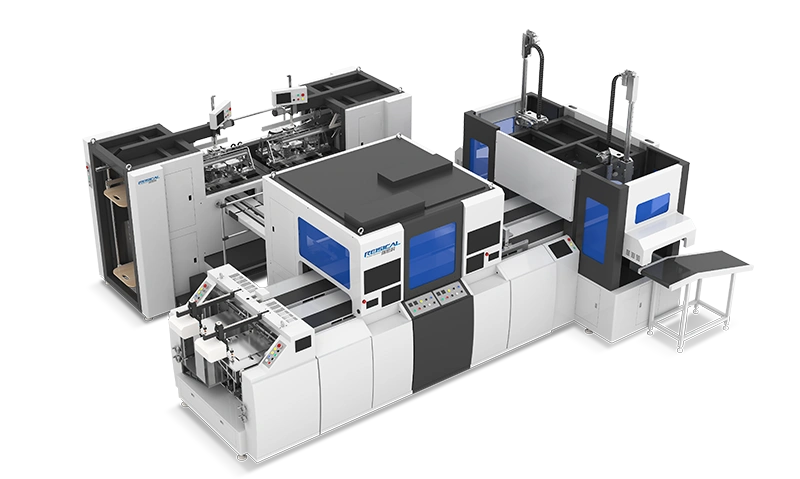
Before we dig into each headache, it helps to see how some operations have restructured their entire line to remove these bottlenecks at the source. Click here to see how high-volume hard case forming systems are being configured today.
Headache #1: Dimensional Drift and Glue Failures
The client complaint no one wants to receive: “The lid doesn’t close flush.” Or worse, the box pops open in transit. Rigid boxes are expected to be, well, rigid — but when the inner tray varies by even 0.5 mm from batch to batch, the fit is ruined.
What’s really happening:
Manual or semi-automatic processes rely on operators to position greyboard, apply adhesive, and fold consistently. A study published in Packaging Technology and Science (2022) showed that manual tray forming exhibits a dimensional tolerance drift of ±1.2 mm over a 500-piece run due to operator fatigue alone. On a two-piece rigid box, that drift compounds. When relative humidity changes (common in non-climate-controlled workshops), the board absorbs moisture unevenly, altering thickness just enough to break the friction fit.
The fix path:
Precision in hard case assembly must be mechanical, not human-driven. Vision-guided positioning systems that register board edges before folding can hold tolerances to ±0.2 mm regardless of shift changes. Bonding consistency improves when adhesive application is tied to positional triggers rather than timer-based rollers, ensuring full coverage at corners where stress concentrates.
ISO 12647-7 (visual standards for packaging) now includes guidelines for physical conformity of rigid boxes, but meeting those with manual lines requires rework rates that eat into profit. One contract packaging firm in Monterrey reduced its dimensional rejection rate from 11% to 1.3% within a quarter after moving away from operator-dependent forming. The capability leap is worth examining — especially the engineering that goes into precision case-making equipment.
Headache #2: Output That Can’t Keep Up With Order Peaks
Seasonal gifting surges, product launches, Black Friday — rigid box demand is rarely flat. Yet many production managers are forced to either stockpile inventory months in advance (tying up cash and warehouse space) or decline profitable short-run rush orders.
The real bottleneck:
It’s not the wrapping station alone — it’s the dependency chain. When box forming, corner pasting, and lid assembly happen in disconnected steps, work-in-progress piles up between stations. A 2019 lean manufacturing case from a European rigid box plant revealed that WIP accounted for 38% of total lead time in their manual line. The moment a single station slows (glue pot cleaning, material change), the entire chain stalls.
What’s more alarming is how few operations measure “takt time” for hard case production. Without it, they can’t tell that doubling the number of workers at the wrapping table yields only a 15% output increase because the upstream tray forming is the true constraint.
Breaking the ceiling:
Single-pass rigid box manufacturing — where tray forming, lid assembly, and even corner pressing happen inline — removes inter-stage buffers almost completely. When units move from blank to finished box in one continuous sequence, throughput becomes predictable: 35–40 units per minute is achievable with rigid materials up to 3 mm board thickness, depending on configuration. This isn’t a theoretical number; it’s what factories with modern lines consistently run during two-shift operations.
Headache #3: Dependency on Vanishing Skilled Hands
“Where do I find someone who can wrap a hard case with the correct tension, no wrinkles, and zero glue marks in under 60 seconds?” The question is asked everywhere from Cologne to Guangzhou. Wrapping a rigid box smoothly isn’t a generic manufacturing skill — it’s a craft that used to take 18 months to master. Young workers increasingly refuse repetitive manual roles, and the experts are retiring.
The hidden cost:
Training a skilled case maker costs between 4,200and4,200and6,800 in direct wages during the learning period, according to data collected by the Asian Packaging Federation in 2022. Indirect costs — scrapped materials, missed delivery penalties — often double that figure. Yet the industry has been slow to decouple quality from the individual craftsman.
Where automation changes the equation:
By digitizing the “wrapping know-how” into servo-driven folding paths and pneumatic pressing profiles, a programmable hard case forming module can replicate a master craftsman’s touch — the right dwell time on corners, consistent edge smoothing — across thousands of units with zero variation between the first and last box of a shift. Operators transition from “makers” to “machine tenders,” a role that can be filled with a few days of training.
Headache #4: Changeovers That Devour Productive Hours
Brands want variety — windowed lids, magnetic closures, textured papers, custom tray inserts. Small runs of 500–2,000 units are increasingly common. Yet traditional rigid box lines are optimized for batches of 10,000+, because swapping tooling and recalibrating takes anywhere from 45 to 120 minutes. Three changeovers in a shift can wipe out over three hours of production time.
Why changeovers drag on:
Mechanical cams, manual jig adjustments, and glue system cleanouts are the culprits. Operators manually unscrew forming blocks, reposition guides by trial and error, and hope the first few boxes from the new setup aren’t scrap. ERP logs from a Turkish plant indicated that changeover scrap alone accounted for 4.2% of total material cost annually.
The speed strategy:
Recipes stored digitally. Motorized format adjustments that occur in under 15 minutes for a complete size change, including automatic glue head repositioning. Some hard case production platforms now feature quick-release mandrels and RFID-tagged tooling sets that prompt the machine to load the correct parameters automatically. The result: a three-person crew can switch from a smartphone box to a spirits carton during a coffee break, without producing a single test box destined for the reject bin.
The Bigger Picture (And What to Do Next)
These four headaches don’t exist in isolation. Dimensional drift forces slowdowns. Slow changeovers multiply labor pressure. And the skilled labor crunch makes precision consistency impossible. It’s a tangled knot — and pulling one thread rarely works without addressing the underlying process architecture.
You don’t necessarily need to replace everything overnight. Some lines begin with a single automated module — say, the tray forming unit — and gradually integrate upstream and downstream. The key is that each step you automate should break a specific bottleneck you’ve measured, not just add shiny technology.
A seasoned packaging engineer in Stuttgart put it neatly: “Don’t automate a bad process. Standardize it first, then remove the variability with the right machine.” The principle holds whether you’re making 5,000 boxes a month or 500,000.
If your team is tired of fighting the same fires and would rather invest time in growth than in troubleshooting glue smears, it’s worth getting a practical look at how RUISIKE approaches turnkey rigid box production. The consultation route typically reveals whether your specific pain point is a machine issue, a process flow issue, or both — no guesswork needed.
Disclaimer: The examples and performance data cited are based on publicly available studies and anonymized operational audits. Individual results depend on material specifications, operator training, ambient conditions, and maintenance practices. No guarantee of specific outcomes is implied.